


କାର୍ ପାର୍ଟସ୍ / SCM420H SCM440H SCM435 କାର୍ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ ପାଇଁ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ |
ବ Features ଶିଷ୍ଟ୍ୟଗୁଡିକ
ସାମଗ୍ରୀ ଗ୍ରେଡ୍:
STKM 11A 12A 12B 12C 13A 13B 13C 14A 14B 14C 15A 15C ଇତ୍ୟାଦି |
ପୃଷ୍ଠଭୂମି ଚିକିତ୍ସା:
1. ବାର୍ଡ
2. ବ୍ଲାକ୍ ପେଣ୍ଟିଂ (ବର୍ଣ୍ଣିସ୍ ଆବରଣ)
3. ଗାଲଭାନାଇଜଡ୍
4. ତେଲଯୁକ୍ତ |
5. ଗ୍ରାହକଙ୍କ ଅନୁଯାୟୀ
JIS G3445 ସଠିକ୍ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ ଗୁଡିକ ମୁଖ୍ୟତ cars ଅଟୋମୋବାଇଲ୍ ଏବଂ କାର୍ ଏବଂ ସିଲିଣ୍ଡର ପାଇଁ ସଠିକ୍ ଯନ୍ତ୍ରପାତି ଅଂଶରେ ବ୍ୟବହୃତ ହୁଏ |ଚାପ ବ୍ୟବହାର, ଏବଂ ବାଷ୍ପ, ଜଳ, ଗ୍ୟାସ ପାଇପ୍ ଲାଇନ ପରିବହନ ପାଇଁ |
ରାସାୟନିକ ରଚନା |
| ଗ୍ରେଡ୍ | ପଦବୀ | ୟୁନିଟ୍ (%) | ||||||
| C | Si | Mn | P | S | Nb କିମ୍ବା V | |||
| ଗ୍ରେଡ୍ 11 | A | STKM 11A | 0.12 ସର୍ବାଧିକ | 0.35 ସର୍ବାଧିକ | 0.60 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | - |
| ଦ୍ୱାଦଶ ଶ୍ରେଣୀ | A | STKM 12A | 0.20 ସର୍ବାଧିକ | 0.35 ସର୍ବାଧିକ | 0.6 ସର୍ବାଧିକ | 0.04 ସର୍ବାଧିକ | 0.04 ସର୍ବାଧିକ | |
| B | STKM 12B | |||||||
| C | STKM 12C | |||||||
| ଗ୍ରେଡ୍ 13 | A | STKM 13A | 0.25 ସର୍ବାଧିକ | 0.35 ସର୍ବାଧିକ | 0.30 ~ 0.90 | 0.040 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | - |
| B | STKM 13B | |||||||
| C | STKM 13C | |||||||
| ଗ୍ରେଡ୍ 14 | A | STKM 14A | 0.30 ସର୍ବାଧିକ | 0.35 ସର୍ବାଧିକ | 0.30 ~ 1.00 | 0.040 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | - |
| B | STKM 14B | |||||||
| C | STKM 14C | |||||||
| ଗ୍ରେଡ୍ 15 | A | STKM 15A | 0.25 ~ 0.35 | 0.35 ସର୍ବାଧିକ | 0.30 ~ 1.00 | 0.040 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | - |
| C | STKM 15C | |||||||
| ଗ୍ରେଡ୍ 16 | A | STKM 16A | 0.35 ~ 0.45 | 0.40 ସର୍ବାଧିକ | 0.40 ~ 1.00 | 0.040 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | - |
| C | STKM 16C | |||||||
| ଗ୍ରେଡ୍ 17 | A | STKM 17A | 0.45 ~ 0.55 | 0.40 ସର୍ବାଧିକ | 0.40 ~ 1.00 | 0.040 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | - |
| C | STKM 17C | |||||||
| ଗ୍ରେଡ୍ 18 | A | STKM 18A | 0.18 ସର୍ବାଧିକ | 0.55 ସର୍ବାଧିକ | 1.50 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | - |
| B | STKM 18B | |||||||
| C | STKM 18C | |||||||
| ଗ୍ରେଡ୍ 19 | A | STKM 19A | 0.25 ସର୍ବାଧିକ | 0.55 ସର୍ବାଧିକ | 1.50 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | - |
| C | STKM 19C | |||||||
| ଗ୍ରେଡ୍ 20 | A | STKM 20A | 0.25 ସର୍ବାଧିକ | 0.55 ସର୍ବାଧିକ | 1.60 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | 0.040 ସର୍ବାଧିକ | 0.15 ସର୍ବାଧିକ |
ଯାନ୍ତ୍ରିକ ଗୁଣ |
| ଇସ୍ପାତ ଗ୍ରେଡ୍ | | ଅମଳ ଶକ୍ତି (Mpa) | ଟେନସାଇଲ୍ ଶକ୍ତି (Mpa) | ବିସ୍ତାର (%) | |
| ନାମ | ନା। | ReH (ମିନିଟ୍) | Rm (ମିନିଟ୍) | A (ମିନିଟ୍) |
| STKM 11A |
| _ | 290 | 35 |
| STKM 12A |
| 175 | 340 | 35 |
| STKM 12B |
| 275 | 390 | 25 |
| STKM 12C |
| 355 | 4700 | 20 |
| STKM13A |
| 215 | 370 | 30 |
| STKM 11B |
| 305 | 440 | 20 |
| STKM11C |
| 380 | 510 | 15 |
ସହନଶୀଳତା |
| SIZE | ଅନୁମତିଯୋଗ୍ୟ ସହନଶୀଳତା | | ବିଶେଷ ସହନଶୀଳତା | | ||
| OD | WT | OD | WT | |
| 4mm-20mm | ± 0.25 ମିମି | <3 ମିମି± 0.3 ମିମି;
≥3mm ± 10%
| ± 0.05 ମିମି | ± 0.05 ମିମି |
| 20mm-30mm | ± 0.25 ମିମି | ± 0.08 ମିମି | ± 0.08 ମିମି | |
| 31mm-40mm | ± 0.25 ମିମି | ± 0.10 ମିମି | ± 0.08 ମିମି | |
| 41mm-49mm | ± 0.25 ମିମି | ± 0.15 ମିମି | ± 0.15 ମିମି | |
| 50mm-80mm | ± 0.5% | ± 0.20 ମିମି | ± 0.20 ମିମି | |
| 81mm-120mm | ± 0.5% | ± 0.30 ମିମି | ± 0.30 ମିମି | |
ବିତରଣ ଅବସ୍ଥା |
| ପଦବୀ | ପ୍ରତୀକ | ବର୍ଣ୍ଣନା |
| ଥଣ୍ଡା ସମାପ୍ତ (କଠିନ) | BK (+ C) | ଅନ୍ତିମ ଥଣ୍ଡା ଗଠନ ପରେ ଟ୍ୟୁବ୍ ଗରମ ଚିକିତ୍ସା କରେ ନାହିଁ ଏବଂ ଏହିପରି, ବିକଳାଙ୍ଗ ପାଇଁ ଏକ ଉଚ୍ଚ ପ୍ରତିରୋଧ ଥାଏ | |
| ଥଣ୍ଡା ସମାପ୍ତ (ନରମ) | BKW | ଅନ୍ତିମ ଉତ୍ତାପ ଚିକିତ୍ସା ପରେ ସୀମିତ ବିକୃତି ସହିତ ଶୀତଳ ଚିତ୍ର ଦ୍ୱାରା ଅନୁସରଣ କରାଯାଏ |ଉପଯୁକ୍ତ ପରବର୍ତ୍ତୀ ପ୍ରକ୍ରିୟାକରଣ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ଡିଗ୍ରୀ ଶୀତଳ ଗଠନକୁ ଅନୁମତି ଦିଏ (ଯଥା ବଙ୍କା, ବିସ୍ତାର) |
| (+ LC) | ||
| ଥଣ୍ଡା ସମାପ୍ତ ଏବଂ ଚାପରୁ ମୁକ୍ତି | | BKS (+ SR) | ଶେଷ ଶୀତଳ ପ୍ରକ୍ରିୟା ପରେ ଉତ୍ତାପ ଚିକିତ୍ସା ପ୍ରୟୋଗ କରାଯାଏ |ଉପଯୁକ୍ତ ପ୍ରକ୍ରିୟାକରଣ ଅବସ୍ଥା ଅନୁଯାୟୀ, ଜଡିତ ଅବଶିଷ୍ଟ ଚାପଗୁଡ଼ିକର ବୃଦ୍ଧି ଉଭୟ ଗଠନ ଏବଂ ଯନ୍ତ୍ରକୁ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ସ୍ତରରେ ସକ୍ଷମ କରିଥାଏ | |
| ଆନ୍ନାଲେଡ୍ | | GBK (+ A) | ଶେଷ ଶୀତଳ ଗଠନ ପ୍ରକ୍ରିୟା ଏକ ନିୟନ୍ତ୍ରିତ ବାତାବରଣରେ ଆନ୍ନାଲିଙ୍ଗ୍ ଦ୍ୱାରା ଅନୁସରଣ କରାଯାଏ | |
| ସାଧାରଣ ହୋଇଛି | | NBK (+ N) | ଶେଷ ଶୀତଳ ଗଠନ ପ୍ରକ୍ରିୟା ଏକ ନିୟନ୍ତ୍ରିତ ବାତାବରଣରେ ଉପର ରୂପାନ୍ତର ବିନ୍ଦୁ ଉପରେ ଆନ୍ଲିଙ୍ଗ୍ ଦ୍ୱାରା ଅନୁସରଣ କରାଯାଏ | |
ବିତରଣ ଅବସ୍ଥା |
| ପଦବୀ | ପ୍ରତୀକ | ବର୍ଣ୍ଣନା |
| ଥଣ୍ଡା ସମାପ୍ତ (କଠିନ) | BK (+ C) | ଅନ୍ତିମ ଥଣ୍ଡା ଗଠନ ପରେ ଟ୍ୟୁବ୍ ଗରମ ଚିକିତ୍ସା କରେ ନାହିଁ ଏବଂ ଏହିପରି, ବିକଳାଙ୍ଗ ପାଇଁ ଏକ ଉଚ୍ଚ ପ୍ରତିରୋଧ ଥାଏ | |
| ଥଣ୍ଡା ସମାପ୍ତ (ନରମ) | BKW | ଅନ୍ତିମ ଉତ୍ତାପ ଚିକିତ୍ସା ପରେ ସୀମିତ ବିକୃତି ସହିତ ଶୀତଳ ଚିତ୍ର ଦ୍ୱାରା ଅନୁସରଣ କରାଯାଏ |ଉପଯୁକ୍ତ ପରବର୍ତ୍ତୀ ପ୍ରକ୍ରିୟାକରଣ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ଡିଗ୍ରୀ ଶୀତଳ ଗଠନକୁ ଅନୁମତି ଦିଏ (ଯଥା ବଙ୍କା, ବିସ୍ତାର) |
| (+ LC) | ||
| ଥଣ୍ଡା ସମାପ୍ତ ଏବଂ ଚାପରୁ ମୁକ୍ତି | | BKS (+ SR) | ଶେଷ ଶୀତଳ ପ୍ରକ୍ରିୟା ପରେ ଉତ୍ତାପ ଚିକିତ୍ସା ପ୍ରୟୋଗ କରାଯାଏ |ଉପଯୁକ୍ତ ପ୍ରକ୍ରିୟାକରଣ ଅବସ୍ଥା ଅନୁଯାୟୀ, ଜଡିତ ଅବଶିଷ୍ଟ ଚାପଗୁଡ଼ିକର ବୃଦ୍ଧି ଉଭୟ ଗଠନ ଏବଂ ଯନ୍ତ୍ରକୁ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ସ୍ତରରେ ସକ୍ଷମ କରିଥାଏ | |
| ଆନ୍ନାଲେଡ୍ | | GBK (+ A) | ଶେଷ ଶୀତଳ ଗଠନ ପ୍ରକ୍ରିୟା ଏକ ନିୟନ୍ତ୍ରିତ ବାତାବରଣରେ ଆନ୍ନାଲିଙ୍ଗ୍ ଦ୍ୱାରା ଅନୁସରଣ କରାଯାଏ | |
| ସାଧାରଣ ହୋଇଛି | | NBK (+ N) | ଶେଷ ଶୀତଳ ଗଠନ ପ୍ରକ୍ରିୟା ଏକ ନିୟନ୍ତ୍ରିତ ବାତାବରଣରେ ଉପର ରୂପାନ୍ତର ବିନ୍ଦୁ ଉପରେ ଆନ୍ଲିଙ୍ଗ୍ ଦ୍ୱାରା ଅନୁସରଣ କରାଯାଏ | |
| ଷ୍ଟକ୍ରେ ଉଚ୍ଚ ସଠିକ୍ ଇସ୍ପାତ ଟ୍ୟୁବ୍ | | ||||||||||
| OD | ମୋଟା (mm) | |||||||||
| mm | ||||||||||
| 4 | 4 * 1 | |||||||||
| 6 | 6 * 1 | 6 * 1.5 | 6 * 2 | |||||||
| 8 | 8 * 1 | 8 * 1.5 | 8 * 2 | |||||||
| 10 | 10 * 1 | 10 * 1.5 | 10 * 2 | 10 * 2.5 | ||||||
| 12 | 12 * 1 | 12 * 1.5 | 12 * 2 | 12 * 2.5 | 12 * 3 | |||||
| 14 | 14 * 1 | 14 * 1.5 | 14 * 2 | 14 * 2.5 | 14 * 3 | |||||
| 15 | 15 * 1 | 15 * 1.5 | 15 * 2 | 15 * 2.5 | 15 * 3 | 15 * 3.5 | ||||
| 16 | 16 * 1 | 16 * 1.5 | 16 * 2 | 16 * 2.5 | 16 * 3 | 16 * 3.5 | 16 * 4 | 16 * 4.5 | ||
| 18 | 18 * 1 | 18 * 1.5 | 18 * 2 | 18 * 2.5 | 18 * 3 | 18 * 3.5 | 18 * 4 | 18 * 4.5 | ||
| 20 | 20 * 1 | 20 * 1.5 | 20 * 2 | 20 * 2.5 | 20 * 3 | 20 * 3.5 | 20 * 4 | 20 * 4.5 | 20 * 5 | |
| 22 | 22 * 1 | 22 * 1.5 | 22 * 2 | 22 * 2.5 | 22 * 3 | 22 * 3.5 | 22 * 4 | 22 * 4.5 | 22 * 5 | |
| 25 | 25 * 1 | 25 * 1.5 | 25 * 2 | 25 * 2.5 | 25 * 3 | 25 * 3.5 | 25 * 4 | 25 * 4.5 | 25 * 5 | |
| 28 | 28 * 1 | 28 * 1.5 | 28 * 2 | 28 * 2.5 | 28 * 3 | 28 * 3.5 | 28 * 4 | 28 * 4.5 | 28 * 5 | |
| 30 | 30 * 1 | 30 * 1.5 | 30 * 2 | 30 * 2.5 | 30 * 3 | 30 * 3.5 | 30 * 4 | 30 * 4.5 | 30 * 5 | 30 * 6 |
| 32 | 32 * 1.5 | 32 * 2 | 32 * 2.5 | 32 * 3 | 32 * 3.5 | 32 * 4 | 32 * 4.5 | 32 * 5 | 32 * 6 | |
| 34 | 34 * 1.5 | 34 * 2 | 34 * 2.5 | 34 * 3 | 34 * 3.5 | 34 * 4 | 34 * 4.5 | 34 * 5 | 34 * 6 | |
| 35 | 35 * 1.5 | 35 * 2 | 35 * 2.5 | 35 * 3 | 35 * 3.5 | 35 * 4 | 35 * 4.5 | 35 * 5 | 35 * 6 | |
| 38 | 38 * 2 | 38 * 2.5 | 38 * 3 | 38 * 3.5 | 38 * 4 | 38 * 4.5 | 38 * 5 | 38 * 6 | ||
| 40 | 40 * 2 | 40 * 2.5 | 40 * 3 | 40 * 3.5 | 40 * 4 | 40 * 4.5 | 40 * 5 | 40 * 6 | ||
| 42 | 42 * 2 | 42 * 2.5 | 42 * 3 | 42 * 3.5 | 42 * 4 | 42 * 4.5 | 42 * 5 | 42 * 6 | ||
| 45 | 45 * 2 | 45 * 2.5 | 45 * 3 | 45 * 3.5 | 45 * 4 | 45 * 4.5 | 45 * 5 | 45 * 6 | ||
| 46 | 46 * 2 | 46 * 2.5 | 46 * 3 | 46 * 3.5 | 46 * 4 | 46 * 4.5 | 46 * 5 | 46 * 6 | ||
| 48 | 48 * 2 | 48 * 2.5 | 48 * 3 | 48 * 3.5 | 48 * 4 | 48 * 4.5 | 48 * 5 | 48 * 6 | ||
| 50 | 50 * 2 | 50 * 2.5 | 50 * 3 | 50 * 3.5 | 50 * 4 | 50 * 4.5 | 50 * 5 | 50 * 6 | ||
| 54 | 54 * 2.5 | 54 * 3 | 54 * 3.5 | 54 * 4 | 54 * 4.5 | 54 * 5 | 54 * 6 | |||
| 60 | 60 * 2.5 | 60 * 3 | 60 * 3.5 | 60 * 4 | 60 * 4.5 | 60 * 5 | 60 * 6 | |||
| 65 | 65 * 3 | 65 * 3.5 | 65 * 4 | 65 * 4.5 | 65 * 5 | 65 * 6 | ||||
| 75 | 75 * 3.5 | 75 * 4 | 75 * 4.5 | 75 * 5 | 75 * 6 | |||||
| 76 | 76 * 4 | 76 * 4.5 | 76 * 5 | 76 * 6 | ||||||
| 89 | 89 * 6 | |||||||||
| ଟିପ୍ପଣୀ your ଆମେ ଆପଣଙ୍କର ଆବଶ୍ୟକତା ଭାବରେ ଅନ୍ୟ ଆକାରଗୁଡିକ ଉତ୍ପାଦନ କରିପାରିବା |ପୃଷ୍ଠଭୂମି ଚିକିତ୍ସା: ଉଜ୍ଜ୍ୱଳ, ଗାଲଭାନାଇଜଡ୍, ଫସଫେଟ୍ ଇତ୍ୟାଦି | | ||||||||||
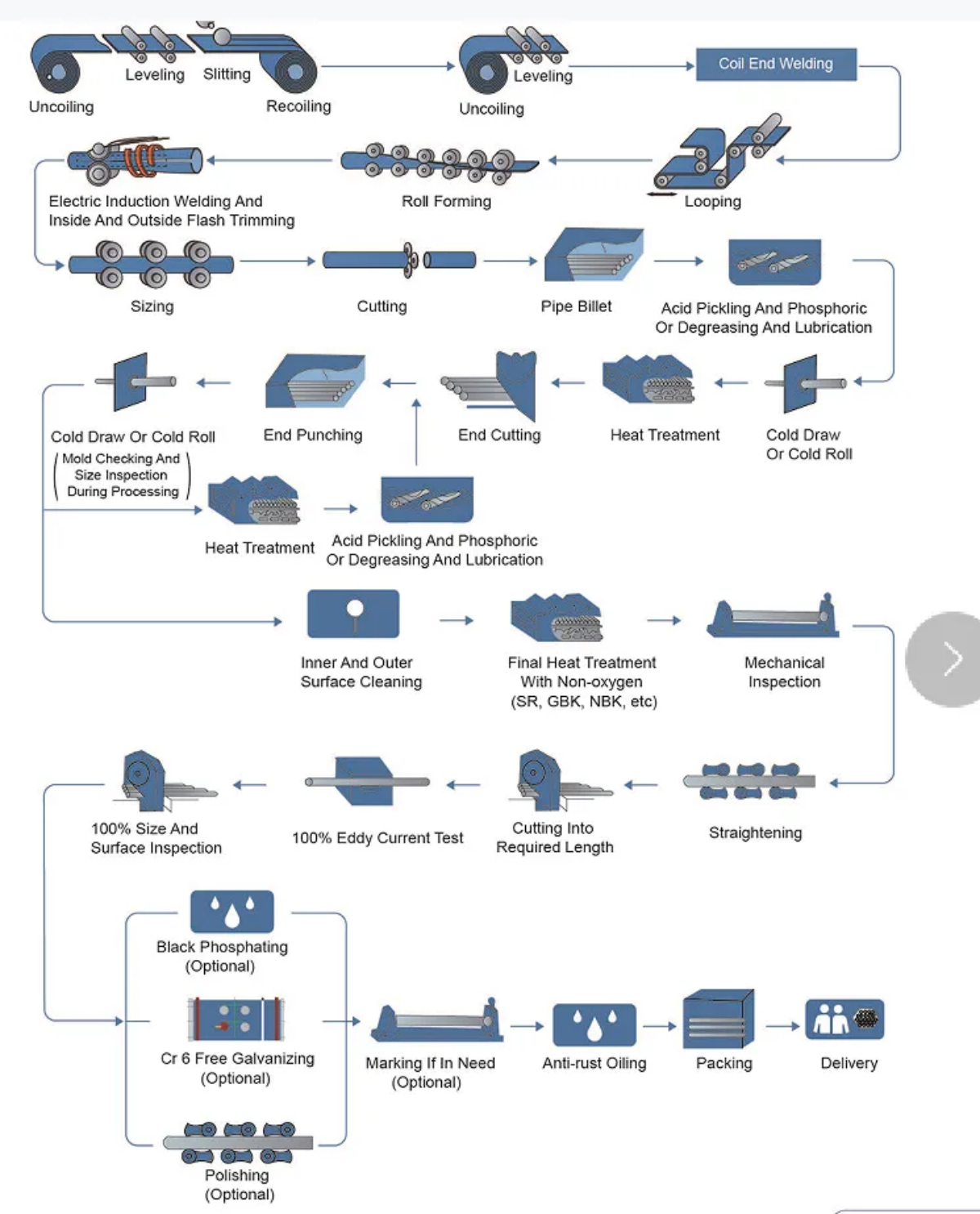
ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା |
ସୁବିଧା

ପ୍ରତ୍ୟେକ ଉତ୍ପାଦନ ପର୍ଯ୍ୟାୟରେ ଉତ୍ପାଦଗୁଡ଼ିକର ଯା inspection ୍ଚକୁ ମଜବୁତ କର, ସଂପୂର୍ଣ୍ଣ ପରୀକ୍ଷଣ ଉପକରଣ ସହିତ ସଜ୍ଜିତ: ବିନାଶକାରୀ ଏଡି ସାମ୍ପ୍ରତିକ ପରୀକ୍ଷଣ, ଉଚ୍ଚ ଚାପ ପ୍ରତିରୋଧ ପରୀକ୍ଷଣ ଯନ୍ତ୍ର, ସର୍ବଭାରତୀୟ ଯାନ୍ତ୍ରିକ ଟେନସାଇଲ୍ ପରୀକ୍ଷଣ ଯନ୍ତ୍ର, ନଇଁବା ଫ୍ଲାଟ୍ଟିଙ୍ଗ୍ ଫ୍ଲେର୍ ପରୀକ୍ଷା ମେସିନ୍, ପରିଷ୍କାରତା ବିଶ୍ଳେଷଣକାରୀ, ଧାତୁ ଉପାଦାନ ବିଶ୍ଳେଷଣକାରୀ ଇତ୍ୟାଦି | ଉତ୍ପାଦଗୁଡିକର ଯାନ୍ତ୍ରିକ ଗୁଣଗୁଡିକ ପୂରଣ କରନ୍ତୁ, କାର୍ଯ୍ୟଦକ୍ଷତା ପରୀକ୍ଷା, ଯୋଗ୍ୟ ଉତ୍ପାଦଗୁଡିକ ପାଇଁ ଏକ ଶକ୍ତିଶାଳୀ ଗ୍ୟାରେଣ୍ଟି ପ୍ରଦାନ କରନ୍ତୁ |
ଗୁଣାତ୍ମକ ବିଶ୍ବାସ
1. JIS G3445 ମାନକ କିମ୍ବା ଅନ୍ୟାନ୍ୟ ମାନକ ଅନୁଯାୟୀ କଠୋର |
2. ନମୁନା: ପରୀକ୍ଷା ପାଇଁ ନମୁନା ମାଗଣା |
3. ପରୀକ୍ଷା: ଗ୍ରାହକଙ୍କ ଅନୁରୋଧ ଅନୁଯାୟୀ ଲୁଣ ସ୍ପ୍ରେ ପରୀକ୍ଷା / ଟେନସାଇଲ୍ ପରୀକ୍ଷା / ଏଡି କରେଣ୍ଟ / ରାସାୟନିକ ରଚନା ପରୀକ୍ଷା |
4. ସାର୍ଟିଫିକେଟ୍: IATF16949, ISO9001, SGS ଇତ୍ୟାଦି |
5.EN 10204 3.1 ସାର୍ଟିଫିକେଟ୍





